
1. 焊接welding:通过加热或加压,或两者并用,并且用或不用填充材料,使工件达到结合的一种方法。
指特 定 的 焊 接 方法,如埋弧焊、气焊等,其含义包括该方法涉及的冶金、电、物理、化学及力学原则 等 内 容 。
制造 焊 件 所 有 关的加工方法和实施要求,包括焊接准备、材料选用、焊接方法选定、焊接参数、操作要求 等 。
制造 焊 件 所 有 关的加工和实践要求的细则文件,可由熟练焊工或操作工操作时质量的再现性 。
18. 接头joint:由二个或二个以上零件要用焊接组合或已经焊合的接点。检验接头性能应考虑焊缝、熔合区、热影响区甚至母材等不同部位的相互影响。
19.接头设计joint design:根据工作条件所确定的接头形式、坡口形式和尺寸以及焊缝尺寸。
20.对接接头butt joint:两件 表 面 构 成 大于或等于135度,小于或等于180度夹角的接头。
32. 螺旋形焊缝spiral weld Ihelical weld:用成卷板材按螺旋形方式卷成管接头后焊接所得到的焊缝。
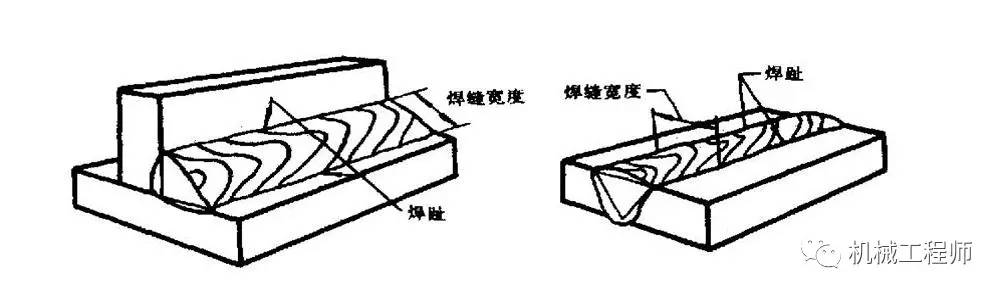
36. 焊脚fillet weld leg:角焊 缝 的 横 截 面中,从一个直角面上的焊趾到另一个直角面表面的最小距离。
37. 焊脚尺寸fillet weld size:在角 焊 缝 横 截 面中画出的最大等腰直角三角形中直角边的长度。
38. 熔深depth of fusion:在焊 接 接 头 横 截面上,母材或前道焊缝熔化的深度。
39. 焊缝成形系数:熔焊 时 , 在 单 道焊缝横截面上焊缝宽度(B)与焊缝计算厚度(H)的比值钾=B/H)。
42.焊缝轴线:焊缝横断面几何中心沿焊缝长度方向的连线. 焊缝长度weld length:焊缝沿轴线.定位焊:为装配和固定焊件接头的而进行的焊接。
46. 断续焊intermittent welding:沿接头全长获得有一定间隔的焊缝所进行的焊接。
47. 补焊:为修 补 工 件 (铸 件、锻件、机械加工件或焊接结构件)的缺陷而进行的焊接。
48. 焊接参数welding parameter:焊接 时 , 为 焊接质量而选定的各项参数(例如,焊接电流、电弧电压、焊接速度、线能量等)的总 称 。
54. 熔化速度melting rate:熔焊过程中 , 熔化电极在单位时间内熔化的长度或质量。
56. 熔敷速度deposition rate:熔焊过程中 ,单位时间内熔敷在焊件上的金属量(kg/h)。
57. 熔敷系数deposition coefficient:熔焊过程中 ,单位电流、单位时间内,焊芯(或焊丝)熔敷在焊件上的金属量(g/(Ah))。
59. 熔敷效率deposition efficiency:熔敷金属量与熔化的填充金属(通常指焊芯、焊丝)量的百分比。
61. 气体流量shield gas flow rate:气体焊时,通过气系统送往焊接区的气体的流量。通常用流量计进行计量。
62. 稀释dilution:填充金属受母材或先前焊道的熔入而引起的化学成分含量降低,通常可用母材金属或先前焊道的焊缝金属在焊道中所占质量比来确定。
64. 后热postheat:焊接后立即对焊件的全部(或局部)进行加热或保温,使其缓冷的工艺措施。它不等于焊后热处理。
65. 预热温度preheat temperature:按照焊接工艺的,预热需要达到的温度。
66. 后热温度postheat temperature:按照焊接工艺的,后热需要达到的温度。
67. 道间温度(俗称层间温度)interpass temperature:多层多道焊时,在施焊后继焊道之前,其相邻焊道应保持的温度。
69. 焊接热循环weld thermalcy cle:在焊接热源作用下,焊件上某点的温度随时间变化的过程。
70. 焊接温度场welding temperature field:焊接过程中的某一瞬间焊接接头上各点的温度分布状态,通常用等温线或等温面来表示。
71. 焊后热处理postweld heat treatment:焊后,为改善焊接接头的组织和性能或消除应力而进行的热处理。
72. 焊接性weldability:材料在限定的施工条件下焊接成按设计要求的构件,并满足预定服役要求的能力。焊接性受材料、焊接方法、构件类型及使用要求四个因素的影响。
73. 焊接性试验weldability test:评定母材焊接性的试验。例如:焊接裂纹试验、接头力学性能试验、接头腐蚀试验等。
78. 拘束度restraint intensity:衡量焊接接头刚性大小的一个定量指标。拘束度有拉伸和弯曲两类:拉伸拘束度是焊接接头根部间隙产生单位长度弹性位移时,焊缝每单位长度上受力的大小;弯曲拘束度是焊接接头产生单位 弹性弯曲角变形时,焊缝每单位长度上所受弯矩的大小。
1. 熔焊(熔化焊) fusion welding:将待焊处的母材金属熔化以形成焊缝的焊接方法。2 . 熔池molten pooljpuddle:熔焊时在焊接热源作用下,焊件上所形成的具有一定几何形状的液态金属部分。
5. 熔敷顺序build up sequence:堆焊或多层焊时,在焊缝横截面上各焊道的施焊次序。
9.封底焊道backbead:单面对接坡口焊完后,又在焊缝背面侧施焊的最终焊道。 10. 熔透焊道penetration bead:只从一面焊接而使接头完全熔透的焊道。
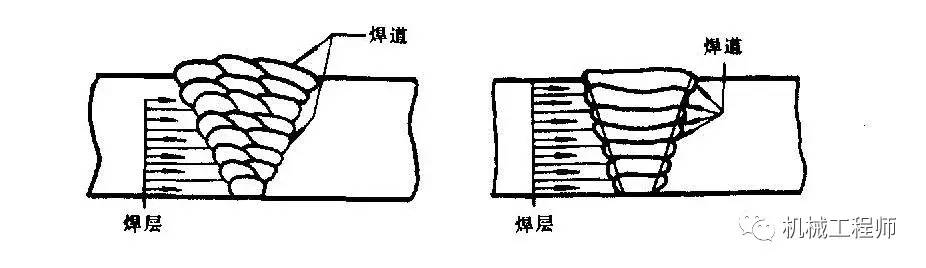
13. 焊层layer:多层焊时的每一个分层。每个焊层可由一条焊道或几条并排相搭的焊道所组成。
14. 焊接电弧weldingarc :由焊接电源供给的,具有一定电压的两电极间或电极与母材间,在气体介质中产生的强烈而持久的放电现象。
16. 电弧稳定性rcstability:电弧保持稳定燃烧(不产生断弧、飘移和磁偏吹等)的程度。
17. 电弧挺度arcstiffness:在热收缩和磁收缩等效应的作用下,电弧沿电极轴向挺直的程度。
18. 极性polarity:直流电弧焊或电弧切割时,焊件的极性。焊件接电源正极称为正极性,接负极为反极性。
19. 正接straight polarity:焊件接电源正极,电极接电源负极的接线. 反接reversed polarity:焊件接电源负极,电极接电源正极的接线. 焊接welding position:熔焊 时 , 焊 件 接缝所处的空间,可用焊缝倾角和焊缝转角来表示。有平焊、立焊、横焊和仰焊位 置等 。
22. 左焊法forehand welding:焊接热源从接头右端向左端移动,并指向待焊部分的操作法。
23. 右焊法backhand welding:焊接热源从接头左端向右端移动,并指向已焊部分的操作法。
24. 分段退焊backstep sequence:将焊件接缝划分成若干段,分段焊接,每段施焊方向与整条焊缝增长方向相反的焊接法。
25. 跳焊skip sequence:将焊件接缝分成若干段,按预定次序和方向分段间隔施焊,完成整条焊缝的焊接法。

28. 单道焊single-pass welding:只熔敷一条焊道完成整条焊缝所进行的焊接。
29. 多道焊multi-pass welding:由两条以上焊道完成整条焊缝所进行的焊接。

30. 多层焊multi-layer welding:熔敷两个以上焊层完成整条焊缝所进行的焊接。
1. 焊接缺陷weld defects:过程中在焊接接头中产生的金属不连续、不致密或连接不良的现象。2. 未焊透incomplete joint penetration:焊接时接头根部未完全熔透的现象,对对接焊缝也指焊缝深度未达到设计要求的现象。3. 未熔合incomplete fusion,lack of fusion:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分,电阻点焊指母材与母材之间未完全熔化结合的部分。4. 加渣:焊后残留在焊缝中的焊渣。
5. 夹杂物inclusion:由于焊接冶金反应产生的,焊后残留在焊缝金属中的微观非金属杂质(如氧化物、硫化物等)。
6. 夹钨tungsten inclusion:钨极惰性气体焊时由钨极进入到焊缝中的钨粒。
7. 气孔porosity:焊接时,熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴。气孔可分为密集气孔、条虫状气孔和针状气孔等。
8. 咬边undercut:由于焊接参数选择不当,或操作方法不正确,沿焊趾的母材部位产生的沟槽或凹陷。
11 . 烧穿burn-through:焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷。
14. 下塌excessive penetration:面熔化焊时,由于焊接工艺不当,造成焊缝金属过量透过背面,而使焊缝正面塌陷,背面凸起的现象。
15. 焊接裂纹weld crack:在焊接应力及其他致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到而形成的新界面所产生的缝隙。它具有尖锐的缺口和大的长宽比的特征。
16. 热裂纹hot crack:焊接过程中,焊缝和热影响区金属冷却到固相线附近的高温区产生的焊接裂纹。
18. 延迟裂纹delayed crack:钢的焊接接头冷却到室温后并在一定时间(几小时、几天、甚至十几天)才出现的焊接冷裂纹。
21. 焊道下裂纹under bead crack:在靠近堆焊焊道的热影响区内所形成的焊接冷裂纹。
22. 消除应力裂缝stress relief cracking:焊后焊件在一定温度范围再次加热时由于高温及应力的共同作用而产生的晶间裂纹。
23. 层状撕裂lamellar tearing:焊接时 ,在焊接构件中沿钢板轧层形成的呈阶梯状的一种裂纹。
26. 外观检查visual examination:用或借助样板,或用低倍放大镜观察焊件,以发现未熔合气孔、咬边、焊瘤以及焊接裂纹等表面缺陷的方 法 。
27. 超声波探伤ultrasonic inspection:利用超声波探测材料内部缺陷的无损检验法。
28. 射线探伤radiographic inspection:采用X射线射线照射焊接接头检查内部缺陷的无损检验法。
29. 磁粉探伤magnetic particle inspection:利用在强中,铁磁性材料表层缺陷产生的漏吸附磁粉的现象而进行的无损检验法。
30. 渗透探伤penetrantinspection:采用带有荧光染料(荧光法)或红色染料(着色法)的渗透剂的渗透作用,显示缺陷痕迹的无损检验 法 。
32. 气密性检验air tight test:将压缩空气 ( 或氮、氟利昂、氮、卤素气体等)压入焊接容器,利用容器内外气体的压力差检查有无泄漏 的 试 验 法 。
33. 检验destructive test:从焊件或试件上切取试样,或以产品(或模拟件)的整体做试验,以检查其各种力学性能的试验 法 。
34. 耐压检验pressure test:将水、油、气等充入容器内徐徐加压,以检查其泄漏、耐压、等的试验。
推荐:


网友评论 ()条 查看